ADVANCED MACHINING PROCESS - MODERN , EFFICIENT & PRECISE
It is also called as modern / advanced machining process or unconventional machining process or non conventional machining process. There are many needs for this type of machining process such as limitations of conventional machining process, rapid improvement in the properties of the material, production requirement, high production rate, low cost of production, precision and ultra precision machining. There are many product requirements are there such as complex shapes, low tolerance, machining in the inaccessible areas, better surface integrity, high surface finish, high MRR, miniaturization. We can classified AMP as mechanical, thermoelectric, electrochemical and chemical.

Increase in workpiece hardness decreases economical cutting speed and hence productivity, Rapid Improvements in properties of materials like strength, hardness, temperature resistance, Machining of metals and non metals, Workpiece hardness and requires much superior quality of tool material, three dimensional Machining, ultra Precision Machining.
Need for Advance machining Process:
Today there are lots of variety in the engineering materials such as metals and alloys, plastic and composites, ceramics. But plastic and composites, ceramics are more popular than metals and alloys. They have definite advantages over the other. With the help of AMP we can machine them. When we see the present day demand trends in the industries i.e in aerospace, missile, automobiles, nuclear reactors industries they required engineering material having much superior properties such as ultra high strength, hardness, very high temperature resistance. Therefore they are difficult to machine by conventional machining methods. So with the help of the AMP we can solve this type of problem.
Classification of Advance machining Process:
As discuss earlier we can classify AMP based on the what kind of energy is used In that process such as mechanical, thermoelectric, electrochemical and chemical, biochemical etc. Mechanical type contains ABRASIVE JET MACHINING(AJM) , ULTRASONIC MACHINING(USM), WATER JET MACHINING(WJM).We can use different types of finishing process on them such as ABRASIVE FLOW FINISHING(AFM) , MAGNETIC ABRASIVE FINISHING(MAF) . Thermoelectric type contains PLASMA ARE MACHINING(PAM) , LASER BEAM MACHINING(LBM) , ELECTRON BEAM MACHINING(EBM), ELECTRIC DISCHARGE MACHINING(EDM) , ION BEAM MACHINING(IBM).Electrochemical and chemical type contains ELECTROCHEMICAL MACHINING(ECM), CHEMICAL MACHINING(CHM), BIOCHEMICAL MACHINING(BM).
MECHANICAL MACHINING PROCESSES :
Mechanical machining processes have been used for decades for the production of components made from a wide variety of different materials. In particular, the processing of metals and alloys such as copper, brass, bronze and steels is used for the fabrication of single products, such as tools, as well as standard products. In the field of precision engineering, components with micrometer-precision have already been produced for several decades. As manufacturing processes, machining processes such as precision milling and turning are used as well as electro-erosive processes such as wire and spark erosion. In some branches that make use of complex machinable materials that must not be subjected to any thermal change during processing, electrochemical machining is additionally used.
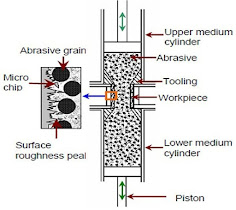
1)Ultrasonic machining , or strictly speaking the "Ultrasonic vibration machining",
is a subtraction manufacturing
process that removes material from the surface of a part through high frequency, low amplitude vibrations of a tool against the material surface in the presence of fine abrasive particles. The tool travels vertically or orthogonal to the surface of the part at amplitudes of 0.05 to 0.125 mm (0.002 to 0.005 in.). The fine abrasive grains are mixed with water to form a slurry that is distributed across the part and the tip of the tool. Typical grain sizes of the material range from 100 to 1000, where smaller grains (higher grain number) produce smoother surface finishes. Ultrasonic vibration machining is typically used on brittle materials as well as materials with a high hardness due to the microcracking mechanics.
2)Water Jet Machining Process :Water jet acts like a saw and cuts a narrow groove in the material. Pressure level about 400MPa is generally used for efficient operation. It may reach upto 1400 MPa. Jet nozzle that we used is about 0.05-1mm in diameter. There are various types of material we can cut such as plastics, fabrics, rubber, wood, paper, leather, brick, and composite materials. Thickness can range up to 25mm and higher. There are lots of advantages of this methods are present such as cuts can be started at any location without the need of predrilled holes, no heat is produced, and no deflection of the rest of the workpiece takes place, little wetting of workpiece and minimum burr, environmentally safe.



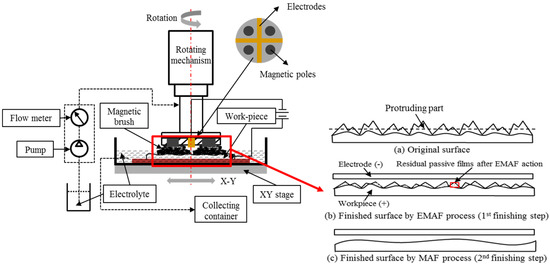
6)Magnetic abrasive finishing - Unlike other finishing processes, magnetic abrasive finishing doesn’t “spray” particular matter onto the workpiece or object. Instead, it uses magnetism. To perform this process, manufacturing companies use a mixture of magnetic particles and abrasive powder particles. A magnetic field is then applied, which forces the combined particles onto the workpiece or object. You can think of magnetic abrasive finishing as a form of powder coating that uses a magnetic field. Most magnetic abrasive finishing applications use either an electromagnet or rare-earth permanent magnet as the source for the magnetic field. Rare-earth permanent magnets are stronger and less expensive, but only electromagnets allow for the changing of flux density. In other words, manufacturing companies can alter the strength of the magnetic field when using an electromagnetic.
Thermoelectric Machining Process :
It has been found out that the machining of hard metals using diamond wheels is characterized by a negative value of tribo-thermal EMF, while in the case of cBN grinding of high-speed steels the value is usually positive. As the tribo-thermal EMF in cBN grinding grows the wheel wear decreases, while in diamond grinding it increases, the removal rate being equal. Introduction of modifying metallic additives into the vitrified coating of super-abrasive grits is shown to permit changing the value of tribo-thermal EMF: the vitrified coating of cBN grits should be metalized with copper to decrease tribo-thermal EMF and with titanium or nickel to increase it.
Thermoelectric Machining Process is further divided into five process namely

- In certain torches, an inert gas-flow surrounding the main flame is provided to shield the gas from the atmosphere.
- The high-velocity electrons generated by arc collide with the gas molecules and produce dissociation of diatomic molecules of the gas resulting in ionization of the atoms and causing large amounts of thermal energy to be liberated.
- The plasma forming gas is forced through a nozzle duct of the torch in such a manner as to stabilise the arc.
- The heating of the gas takes place in the compressed zone of the nozzle duct resulting in almost high exit gas velocity and high core temperature up to 16,000 °C.
- The relative plasma jet melts the workpiece material and the high-velocity gas stream effectively blows the molten metal away.
- The depth of heat affected zone depends on the work material, its thickness and cutting speed. On a workpiece of 25 mm thickness, the heat-affected zone is about 4 mm and it is less at high cutting speeds.
- A typical flow rate of the gas is 2 to 11 m/hr. Direct current, rated at about 400 V and 200 kW output is normally required.
- Arc current ranges between 150 and 1000 A for a cutting rate of 250 to 1700 mm/min

2. Flash Tube/Flash Lamp: The flash tube or flash lamp is used to provide the necessary energy to the atoms to excite their electrons.
3. Power Supply: A high voltage power source is used to produce light in flashlight tubes.
4. Capacitor: Capacitor is used to operate the laser beam machine at pulse mode.
5. Reflecting Mirror: Two types of mirror are used, first one is 100 % reflecting and other is partially reflecting. 100 % reflecting mirror is kept at one end and partially reflecting mirror is at the other end. The laser beams comes out from that side where partially reflecting mirror is kept.
3)Electron beam Machining: The EBM works on the principle that when a high beam of electron strikes a workpiece, the kinetic energy of the electrons is converted into heat energy and this concentrated heat energy raises the temperature of the part of the workpiece at which the electron beam strikes and that part of the workpiece are vaporized and removed from the workpiece. In this way, the material is removed from using the EBM process.[5]

Working of Electron Beam Machining:
- At first, a vacuum is created and maintained using the diffusion pump within the electron beam chamber.
- After that, a potential difference is applied across the tungsten filament so that the filament temperature goes around 2500°C. This tungsten filament acts as a cathode as the negative terminal of the DC power supply is connected to it.
- At such high temperature of 2500 °C and under vacuum, there would be the emission of thermo-ionic electrons from the tungsten filament. As the cathode is negatively biased, the electron emitted from the cathode is
- repelled and move away from it.
- After the emission of electrons from the electron gun, the electrons passed through the bias grid which controls the flow of the electrons. This bias grid is also negatively biased so that the electrons do no get collected on it.
- After the electrons pass the bias grid, the electrons reach the anode and as the electrons are negatively charged and there is a potential difference between the anode and the cathode, the electrons are accelerated as they pass the anode. When the electrons pass through this anode section, the electrons attain a velocity which is nearly half the velocity of light.
- After passing the anode the electrons pass through the magnetic lens. As the beam passes through the magnetic lens, the beam of electrons gets much more concentrated and focused than before.
- Some of the electrons diverge from their way and the rest of the electrons move toward the workpiece as a beam. The electrons which are diverged in the way are called stray electrons.
- After passing through the magnetic lens, the electron beam passes through the aperture. Whenever the stray electrons are available near the aperture, the aperture captures those stray electrons and only focused and concentrated beam of electrons passes through this aperture. As the beam emerges from this section, the beam becomes very concentrated and focused and there are no stray electrons.
- After that, an electromagnetic lens finally focuses the electron beam on the workpiece.
- Before reaching the workpiece, the electron passes through deflector coil which can deflect the beam by a small amount if needed. This deflector coil is only used when we are not getting a proper hole or to improve the shape of the machined holes.
- The highly focused electron beam is made to impinge on the workpiece with a spot size of 10-100 μm.
- A telescope and illumination system is used to check whether the beam is rightly placed or not and if not, the deflector coil is used to properly align the electron beam.
- As the electrons strike the workpiece high velocity or kinetic energy of electrons is converted into heat energy and due to high power density, the workpiece starts melting and vaporizing instantly.
- In electron beam gun is operated in pulse mode. A single pulse is needed to drill a hole in a thin sheet. For thicker sheets, multiple pulses would be required.
- If the vacuum is not used in this process than the electrons would not emit from the cathode and even if the emission happens the electron would not achieve that acceleration due to collision with the air molecules.
4)Electric discharge Machining: Electrical Discharge machining is the process of metal removal from the work surface due to an erosion of metal caused by electric spark discharge between the two electrodes tool (cathode) and the work (Anode).[6]

Working Principle of Electrical Discharge Machining:
- It consists of an electric power supply, the dielectric medium, the tool, workpiece, and servo control.
- The workpiece is connected to the positive terminal and the tool is connected to a negative terminal of the DC power supply.
- An air gap of 0.005 to 0.05 mm is maintained between the tool and the work.The die electric fluid which is non-conductor of electricity is forced under pressure through the gap.
- When a DC power is supplied, the fluid in the gap gets ionized and produces a spark between the tool and workpiece, causing a local rise in temperature at about 1000 degrees Celsius, when melts the metal in a small area of the workpiece and vaporizes.
- The DC supply generates a pulse between 40 to 3000 V and the frequency of spark at the rate of 10000 sparks per second can be achieved.
- The electric and magnetic fields on heated metal cause a compressive force which removes the metal from the work surface.
- The die electric fluid acts as a coolant carry the cooled metal from the work surface.
- The die electric fluid acts as a coolant carries the eroded metal particles which are filtered regularly and supplied back to the tank.
- A servomechanism is used to feed the tool continues to maintain a constant gap between two electrodes.
- The accuracy of about 0.005 mm can be achieved in this process.
This sputter etching mechanism is very simple. It consists in bombarding the work with accelerated ions which collide with the surface atoms of the work. Each bombarding ions, as a result of collisions, dislodges surface atoms by transferring kinetic energy from itself to the atoms of the surface layer.

Chemical And Electrochemical Machining :
Chemical and Electrochemical machining process use a chemical dissolution action to remove the machining allowance using ion transfer in an etchant. Most materials (metals particularly) are susceptible to chemical attack by certain acids or other etchants. Chemical etchants selectively remove material from portions of workpart, while other portions are protected by a mask.
Chemical and Electrochemical machining processes are divided into 4 parts :-
1)Chemical Milling : Chemical milling or industrial etching is the subtractive manufacturing process of using baths of temperature-regulated etching chemicals to remove material to create an object with the desired shape. It is mostly used on metals. The process essentially involves bathing the cutting areas in a corrosive chemical known as an etchant, which reacts with the material in the area to be cut and causes the solid material to be dissolved; inert substances known as maskants are used to protect specific areas of the material as resists. Chemical milling is normally performed in a series of five steps: Cleaning, Masking, Scribing, Etching, and Demasking.
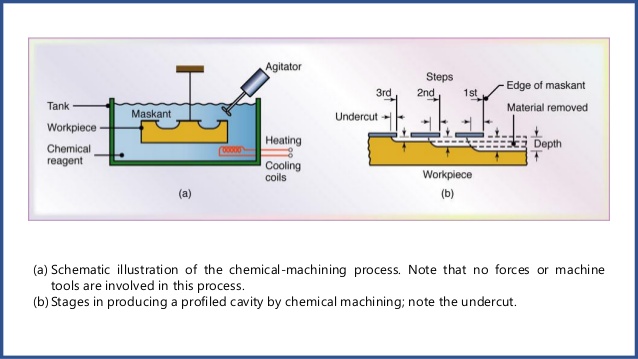
Cleaning: Cleaning is the preparatory process of ensuring that the surface to be etched is free of contaminants such as oils, grease, and other residues which could negatively impact the quality of the finished part.
Masking: Masking is the process of applying the maskant material to the surface to ensure that only desired areas are etched.
Scribing: Scribing is the removal of maskant on the areas to be etched.
Etching: Etching is the immersion of the part into the chemical bath, and the action of the chemical on the part to be milled. The time spent immersed in the chemical bath determines the depth of the resulting etch. Some of the commonly used etchants are, Sodium Hydroxide for Aluminium, Hydrochloric and Nitric Acids for Steels, etc.
Demasking: Demasking is the process of clearing the part of etchant and maskant.
![]() 2)Photochemical blanking : Photochemical machining (PCM), also known as photochemical milling or photo etching, is a chemical milling process used to fabricate sheet metal components using a photoresist and etchants to corrosively machine away selected areas. Photo etching can produce highly complex parts with very fine detail accurately and economically. It maintains dimensional tolerances and does not create burrs or sharp edges. The process starts by printing the shape of the part onto optically clear and dimensionally stable photographic film. The "phototool" consists of two sheets of this film showing negative images of the parts (meaning that the area that will become the parts is clear and all of the areas to be etched are black). The two sheets are optically and mechanically registered to form the top and bottom halves of the tool. The metal sheets are cut to size, cleaned and then laminated on both sides with a UV-sensitive photoresist. The coated metal is placed between the two sheets of the phototool and a vacuum is drawn to ensure intimate contact between the phototool and the metal plate. The plate is then exposed in UV light that allows the areas of resist that are in the clear sections of the film to be hardened. After exposure, the plate is "developed", washing away the unexposed resist and leaving the areas to be etched unprotected. The etching line is a multi-chambered machine that has driven-wheel conveyors to move the plates and arrays of spray nozzles above and below the plates. The etchant is typically an aqueous solution of acid, frequently ferric chloride, that is heated and directed under pressure to both sides of the plate. The etchant reacts with the unprotected metal essentially corroding it away fairly quickly. After neutralizing and rinsing, the remaining resist is removed and the sheet of parts is cleaned and dried.
2)Photochemical blanking : Photochemical machining (PCM), also known as photochemical milling or photo etching, is a chemical milling process used to fabricate sheet metal components using a photoresist and etchants to corrosively machine away selected areas. Photo etching can produce highly complex parts with very fine detail accurately and economically. It maintains dimensional tolerances and does not create burrs or sharp edges. The process starts by printing the shape of the part onto optically clear and dimensionally stable photographic film. The "phototool" consists of two sheets of this film showing negative images of the parts (meaning that the area that will become the parts is clear and all of the areas to be etched are black). The two sheets are optically and mechanically registered to form the top and bottom halves of the tool. The metal sheets are cut to size, cleaned and then laminated on both sides with a UV-sensitive photoresist. The coated metal is placed between the two sheets of the phototool and a vacuum is drawn to ensure intimate contact between the phototool and the metal plate. The plate is then exposed in UV light that allows the areas of resist that are in the clear sections of the film to be hardened. After exposure, the plate is "developed", washing away the unexposed resist and leaving the areas to be etched unprotected. The etching line is a multi-chambered machine that has driven-wheel conveyors to move the plates and arrays of spray nozzles above and below the plates. The etchant is typically an aqueous solution of acid, frequently ferric chloride, that is heated and directed under pressure to both sides of the plate. The etchant reacts with the unprotected metal essentially corroding it away fairly quickly. After neutralizing and rinsing, the remaining resist is removed and the sheet of parts is cleaned and dried.
3)Electrochemical Machining Electrochemical machining (ECM) is a method of removing metal by an electrochemical process. It is normally used for working on extremely hard materials or materials that are difficult to machine using conventional methods. Its use is limited to electrically conductive materials. ECM can cut small or odd-shaped angles, intricate contours or cavities in hard and exotic metals, such as titanium aluminides, nickel, cobalt, and rhenium alloys. Both external and internal geometries can be machined. ECM is often characterized as "reverse electroplating”. In ECM there is no tool wear. The ECM cutting tool is guided along the desired path close to the work but without touching the piece. High metal removal rates are possible with ECM, with no thermal or mechanical stresses being transferred to the part, and mirror surface finishes can be achieved. In the ECM process, a cathode (tool) is advanced into an anode (workpiece). The pressurized electrolyte is injected at a set temperature to the area being cut. The feed rate is the same as the rate of "liquefication" of the material. The gap between the tool and the workpiece varies within 80–800 micrometers. As electrons cross the gap, material from the workpiece is dissolved, as the tool forms the desired shape in the workpiece. The electrolytic fluid carries away the metal hydroxide formed in the process. Penetration rate of tool is proportional to current density. Some advantages of Electrochemical Machining are that Complex concave curvature components can be produced easily by using concave tools, Tool wear is zero, same tool can be used for producing infinite number of components, The surface finish produced is excellent, Less heat is generated therefore there is no thermal damage to the part.

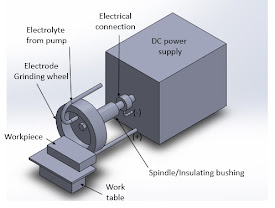
4)Electrochemical Grinding :Electrochemical grinding is a process that removes electrically conductive material by grinding with a negatively charged abrasive grinding wheel, an electrolyte fluid, and a positively charged workpiece. Materials removed from the workpiece stay in the electrolyte fluid. The electrochemical grinding process combines traditional electrochemical machining and grinding processes to remove material from a workpiece. A grinding wheel is used as a cutting tool as a cathode and the workpiece is an anode. During the process, electrolytic fluid, typically sodium nitrate or sodium chloride, is pumped into the space between the workpiece and the grinding wheel. This electrolytic fluid will cause electrochemical reactions to occur at the workpiece surface which oxidize the surface, thereby removing material. As a consequence of the oxidation which occurs, layers of oxide films will form on the workpiece surface, and these need to be removed by the grinding wheel. Abrasives used in grinding wheel are generally diamond dust or aluminium oxide. Electrochemical grinding is often used for hard materials where conventional machining is difficult and time-consuming, such as stainless steel and some exotic metals. ECG involves little abrasion, it is often used for processes where the surface of the part is needs to be free of burrs, scratches, and residual stresses. Because of these properties, electrochemical grinding has a number of useful applications:- Grinding turbine blades, Grinding honeycomb metals for aerospace application, Sharpening hypodermic needles. One of the key advantages of electrochemical grinding is the minimal wear that the grinding wheel tool experiences. This is because the majority (90%) of the material is removed by the electrochemical reaction that occurs between the cathode and anode. The only time that abrasive grinding actually occurs is in removing the film that develops on the surface of the workpiece.
This is very well researched and brief blog.
ReplyDeleteIt really helped me for studying so many processes in a very less time.
Thank you
Very informative.
ReplyDeleteFound all the processes at one place, saved my time :)
This comment has been removed by the author.
ReplyDeleteHelpful blog !!!!!!!!
ReplyDelete